 |
|
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|
提高联轴器加工质量的技巧
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
||||||||||||||||||||||||
根据多年加工经验,笔者把加工联轴器过程中需要注意的几个事项及一些加工技巧总结出来,以供读者参考。下面就主要以某公司450T/H斗式提升机带制动轮柱销联轴器(见图1)加工为例,进行分析。在普通的机械加工厂,由于加工联轴器数量少,很少使用数控机床及工装,这样一来联轴器的质量就得靠技术工人进行把握。但是由于技术工人技术不熟练、责任心不强等原因,加工出的联轴器不可避免出现这样那样的质量问题,有的成为次品,装配困难;有的成为废品,无法使用。如何能保证加工出的联轴器质量呢
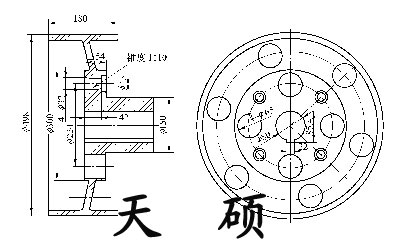
图1 抱闸对轮示意图
加工前的准备工作
拿到图样要认真研究,了解联轴器的关键尺寸部位,合理安排加工工艺。
另外对毛坯要仔细检查,确保毛坯在外观没有铸造、锻造等质量缺陷的前提下,通过借料找正能加工成所要的配件,接着把工、器、量具准备就绪。在完成以上步骤后方可动手对毛坯加工。图1联轴器的内孔尺寸f80mm,公差为±0.02mm,内孔f80mm与外圆f498mm、f300mm的同轴度要求小于0.1mm,f300mm的端面圆跳动不大于0.10mm。四个f65mm、f32mm的位置度误差为±0.2mm,f65mm内孔表面粗糙度要求小于0.32um,f32mm锥孔表面粗糙度要求小于0.16mm,键槽22mm的对称性为0.016mm。
车削加工时需注意:为了保证内孔f80mm与外圆f498mm的同轴度,必须以精车好f150mm外圆装夹在车床的三爪自定心卡盘或四爪单动卡盘上,一次精车出内孔f80mm与f498mm的外圆及端面f300mm,另外在精车内孔f80mm时,要等到工件冷却后再精车到尺寸(避免产生热变形,加工冷却收缩后f80mm内孔的尺寸超差)。
钳加工技巧
(1) 划线时,样冲要磨尖,点出的孔要正,直径要小;划圆周线时,划规脚要尖;钻头顶角要磨对称,刀口锋利。
(2) 对四个f65mm的通孔和四个锥度1:10大端直径为f32mm的锥孔底孔钻削时,要用固定顶尖对准画好线的样冲眼,然后锁紧钻床,退下固定顶尖,装上钻头对孔进行加工,这样一来f65mm、f32mm的孔位置度得以保证在f0.1mm以内。
(3) 钻f65mm孔时,要分三次进行钻削,首先用f30mm钻头,接着用f52mm钻头,最后再用钻f65mm钻头钻;加工中以停止进给、主轴转动进行断屑;加工采用自动进给,这样一来才能保证刀纹细、均匀,可以提高孔的表面质量。在f65mm孔快要钻穿时,减少进给量。如果采用自动进给的,改成手动进给。避免当钻心刚钻穿联轴器材料时,轴向阻力突然减少,由于钻床进给机构的间隙和弹性变形的突然恢复,将使钻头以很大的进给量自动切入,以至造成钻头折断或钻孔质量降低。用手进给操作时,由于已经注意减少进给量,轴向阻力较小,这种现象就可以避免。孔的质量得以保证。
(4) 深度为12mm的f45mm的沉孔先用f45mm的尖钻钻到10mm深,再用f45mm的平钻将孔底划平到12mm深。
(5) 对四个锥度1∶10大端为f32mm的锥孔进行铰削时,要正确选择铰孔余量。选择余量过小,铰后往往不能将钻孔的加工刀痕除去,铰孔的表面粗糙度值大。选用的铰孔余量过大时,铰刀的工作负荷增大,铰刀将迅速发热将刀的直径膨胀,使铰出的孔径也随之变大,而且,铰刀容易磨钝,也影响铰孔的质量即孔的尺寸精度和形状精度。铰孔余量的大小应根据铰孔的直径大小来决定,参见附表。
选择铰孔余量时还应根据铰孔前孔的加工方法。如铰孔前是钻孔,因钻孔的尺寸一般要比钻头大些,而且钻孔的表面粗糙度差,所以铰孔余量应按上表选取偏上限值。若铰孔前是镗孔或扩孔(指用三刃扩孔钻扩孔),因孔的圆度和粗糙度都比钻孔高,铰孔余量应按上表选取偏下限值。本例中铰孔前是钻孔,铰孔余量按上限选取为0.3mm,即选取莫氏3号锥柄麻花钻f27.5mm进行钻底孔。
铰孔余量 (单位:mm)
铰孔的直径 <8 820 2132 33f50 5170
铰孔余量 0.10.15 0.150.25 0.20.3 0.250.35 0.350.5
(6)另外对带挡板需要在法兰面钻孔攻螺纹的联轴器应注意:①所攻螺纹的位置应在联轴器的小端所对应的法兰面(见图2),六个M10孔深30mm,25mm所攻螺纹的位置在f220mm所对应的f410mm的法兰面;②攻螺纹前应把底孔的入锥端倒成90°角,以便丝锥起切。丝锥入切时要摆正,施加压力要稳;丝锥切入后,不再施加压力,但两手的扭力要均匀,并经常倒钻丝锥,以便断屑和排屑;为了保证攻螺纹的质量,应依次用头锥和二锥进行攻螺纹(指两只一套的丝锥),不要直接用二锥一次攻出,防止因切屑扭力过大造成断锥。
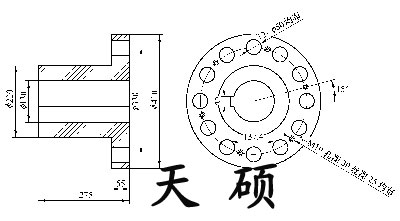
图2 柱销联轴器
插床加工保证键槽对称性
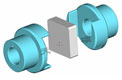
这里有技巧(如图3所示,用图2中的柱销联轴器说明)。先在联轴器f410mm的端面划出键槽的中心线,并划出键槽的深度加工线,由于键槽的深度加工线以划出键槽的中心线为基准划出,所以找正以划出键槽的中心线最准。以键槽的深度加工线AB进行粗找正,然后再以通过f130mm孔中心I的DE键槽的中心线进行精确找正。
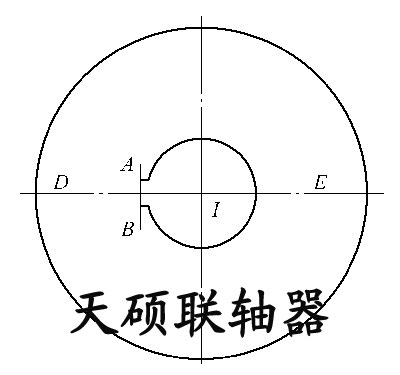
图3 联轴器插键槽找正示意图
将联轴器平放在工作台压牢紧固,大头针用润滑脂粘在插刀上,然后转动工作台,移动纵向、横向拖板,使大头针所经过的路线与键槽的深度加工线AB线重合,这样一来就可以对键槽的对称性进行粗略找正,然后再使大头针所经过的路线与键槽的中心线DE线重合,重合的DE线越长对称性找得越准确。
结语
经过以上几个方面的注意,加工出来的联轴器才能符合使用要求,保证产品的质量。当然,以上几个方面的加工注意事项也适用其他类似的工件加工过程中。